热塑性聚氨酯(TPU)的3D打印(3DP)技术在医疗行业正受到越来越多的关注,这得益于 TPU 所具有的可调特性,以及 3DP 工艺在制造精度、时间和成本方面所提供的可能性。我们研究了通过熔融沉积建模(FDM)实现医用级TPU的应用,用于从原材料颗粒到伽马射线(γ)灭菌的3DP构件制造可植入医疗器械。通过差示扫描量热法(DSC)分析热性能和体积排除色谱法(SEC)测量分子量,作为整个制造过程中的监测指标。γ辐照灭菌后,通过水接触角(WCA)测量和红外光谱(ATR-FTIR)评估表面化学性质。机械性能通过拉伸测试进行研究。生物相容性通过细胞毒性(ISO 10993-5)和血液相容性(ISO 10993-4)检测进行评估。结果显示,TPU在制造过程中发生降解,平均数分子量(Mn)和加权平均数分子量(Mw)均减小(7%的Mn损失,30%的Mw损失,p < 0.05)。γ辐照灭菌后,Mw增加了8%(p < 0.05),表明可能发生了交联。然而,辐照对拉伸性能没有影响。经灭菌后,细胞活力(132% ± 3%,p < 0.05)和红细胞溶解度均未受到影响。结论是,伽马射线灭菌对热塑性聚氨酯的应用影响不大。研究证明了热塑性聚氨酯通过 FDM 和伽马射线灭菌后的可加工性,并可作为制造与血液接触的植入式医疗设备的聚合物原材料初步评估指南。
一、简介
3D打印(3DP)是指通过计算机辅助设计从虚拟模型构建真实的三维物体的过程。长期以来,3DP一直被用作汽车和航空航天等行业的快速原型制作技术,现在已扩展到其他领域,包括生物医学和药学领域。最初,3DP使用各种热塑性聚合物来制造生物材料,例如聚乳酸(PLA)、聚己内酯(PCL)、聚乳酸-聚乙二醇酸(PLGA)或聚甲基丙烯酸甲酯(PMMA)。从组织工程到骨科手术、牙科、心血管和颌面外科等多个医学专业都受到了影响。随着近期技术的进步,更多具有独特性能的聚合物正通过 3DP 工艺应用于细分领域。事实上,聚芳醚酮(PAEK)和热塑性弹性体(TPE)等聚合物家族因其特殊的机械性能而引起越来越多的关注。此外,具有形状记忆特性的特殊聚合物复合材料(双层封装的PCL-TPU)正在设计和应用于4D打印中,这引入了在外部刺激(光、温度或pH环境)下变形3DP构件的概念。
热塑性聚氨酯(TPU)是一种基于脂肪族聚醚段的高分子材料,这些聚醚段具有高流动性(称为软段,SS),并由刚性芳香族基团(称为硬段,HS)分隔开来。事实上,在它们的熔点以下,TPU是由(或多或少半)结晶簇构成的两相材料,其中HS通过π-π堆积相互作用聚集在一起形成硬域,散布在非晶相中,SS链相互纠缠,形成软域。这种特殊的组织结构为TPU提供了弹性特性。TPU的特性可根据其性质(SS 与 HS 的比例以及这两相之间的分离程度)进行定制。从生物学的角度来看,TPU具有生物相容性和血液相容性,是一种极佳的候选材料。它被用作体外和植入式血液接触医疗器械的原材料,如血袋、导管、血管移植物或动静脉分流器。因此,通过 3DP 工艺实现TPU的应用是一个日益受到关注的话题。TPU具有广泛的特性,结合快速制造、低成本和高分辨率技术,为医疗行业提供了一个有的趣组合。一些研究报道了使用熔融沉积成型(FDM)的TPU操作条件。这是一种广为人知的3DP工艺,其基本原理是通过熔化聚合物的连续层叠来构建3D构件。
在制造植入式医疗器械的过程中,需要对基于聚合物的植入物进行灭菌处理。常用的灭菌方法有环氧乙烷或蒸汽气体灭菌、伽马射线或电子束辐照灭菌等,目的是消除活性微生物,避免感染。关于使用电离辐射对TPU进行灭菌的影响已经在很多文献中有详尽的报道。数值研究发现,链断裂(或键的断裂)、交联(或键的形成)以及支化是主要的现象。这些现象与材料的特性密切相关,通常会同时发生,导致聚合物的化学、热学和力学性能发生变化。根据灭菌过程、接受的剂量强度和材料的性质,这些现象会相互竞争,结果导致TPU变脆、增韧、硬化、软化和变色。医疗行业还要求对制造过程进行严格监控。以确保可靠性和可重复性。事实上,一旦发生性能变化,必须对其进行识别和限制,以保证植入设备的安全性和质量。临床表现显然依赖于性能变化;因此,评估制造过程的影响及其程度非常重要。
本研究旨在评估熔融挤出3D打印技术和常用灭菌方法对TPU的影响,以此作为植入式医疗设备的制造途径。在完成这项研究的同时,还对最终灭菌样品的生物特性进行了初步评估。我们研究了 FDM 对医用级TPU从原始颗粒到伽马射线(γ)灭菌 3D 部件的影响。通过体积排阻色谱法(SEC)测量的分子量和差示扫描量热法(DSC)评估的热性能被用作该过程每个步骤的监测指标。通过水接触角测量法(WCA)和红外光谱法(ATR-FTIR)研究了灭菌后3D打印部件的表面特性,并通过拉伸测试研究其力学性能。此外,还分别根据 ISO10993-5 和 ISO10993-4 标准,通过细胞毒性和血液相容性检测进行了生物学评估。
该研究提供了以下数据:(i) 关于经过 FDM 3D 打印后进行伽马射线灭菌对医用级TPU物理化学特性的影响;(ii) 评估经过 FDM 加工和灭菌的TPU结构的细胞毒性和血液相容性。
二、材料和方法
2.1. 材料
TPU医用级材料由巴斯夫公司提供,原始颗粒形式交付。它是一种基于聚醚的TPU,其SS部分为聚四氢呋喃醚(PTMO),HS部分为4,4-二苯甲酰二异氰酸酯(4,4-MDI),扩链剂为1,4-丁二醇(1,4-BDO)。HPLC级(≥99.8%)的四氢呋喃(THF)由Honeywell Riedel-de HaënTM公司(德国S eelze)提供。用于制备磷酸盐缓冲溶液 (PBS) 的碳酸钠 (Na2CO3) 和盐片由 Sigma Aldrich(Steinheim,德国)提供。HPLC 级乙醇(≥99.9%)由Fisher Chemical(比利 Geel)提供。
2.2. 样品制备
2.2.1. 3D打印(FDM)
TPU部件的制造过程总结如图1所示。为了进行FDM,原始的TPU颗粒被挤出(Composer 350,3devo,荷兰)成为直径为1.75毫米的丝材。确定最佳温度曲线是为了获得规整直径的干净丝材。从进料到挤出喷嘴的挤出温度分别为155°C、175°C、181°C和185°C。单个挤出螺杆的旋转速度为2.8 RPM。管状样品(高度:25 毫米;直径:20 毫米;壁厚:0.8 毫米)使用开源软件(On Shape, Boston, MA, USA)进行设计,然后进行切片处理(Simplify3D, Cincinnati, OH, USA),最后使用 FDM(Stream 20 Dual MK2, Volumic, France)按照表 1 中的参数用上述长丝进行 3D 打印。
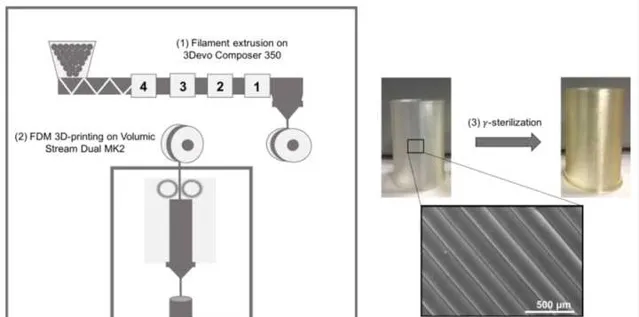
图 1. FDM 加工TPU部件的生产路线。
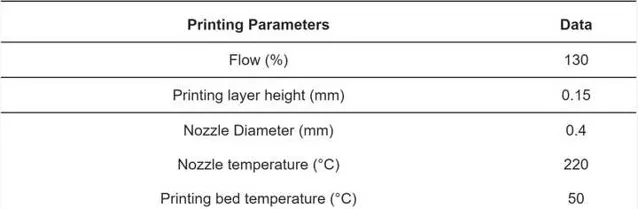
表 1. FDM 加工TPU部件的处理参数。
2.2.2. 灭菌
根据 ISO 11137-2 标准,对 FDM 样品进行 40 kGy 剂量的伽马射线(γ)辐照,以对血管位置的植入式医疗器械进行灭菌。通过对钴 60(60Co)放射源产生的电离辐射进行照射,使用该工艺对医疗器械进行灭菌的最低剂量为 25 kGy。这一剂量可确保微生物的存活概率小于或等于 10^(-6)。
2.3. 样品特征描述
2.3.1. 水接触角测量 (WCA)
接触角测量是使用配备光学系统的测角仪(Minitec DSA100,Krüss,德国)进行的,该系统可捕捉水滴并分析接触角。使用注射器,采用 "Sawsen Sessile Drop "法将 2 μL 的蒸馏水滴在样品表面。在样品的不同区域进行测量,以考虑样品的异质性。在室温下对每个样品进行了六次测量。基线(即 FDM 样品表面)与三相点(固-液-气)处液滴轮廓线的切线所形成的角度就是我们的接触角。
2.3.2. 红外光谱分析(ATR-FTIR)
根据衰减全反射(ATR)法,对 FDM 样品进行了傅立叶变换红外光谱(FTIR)分析。研究使用红外光谱仪(SpectrumTwo,Perkin Elmer,法国)及其同名相关软件(Spectrum 10.6.0 版)进行。该研究在室温下进行,在波数范围为 4000 cm^(-1) 至 450 cm^(-1) (分辨率为 2 cm^(-1) )的范围内进行 16 次扫描后,以吸光度模式记录了每个研究样品的三条光谱。这些数值以 ASCII 格式从软件中导出,以便在 Excel 中追踪吸光度光谱。
2.3.3. 差示扫描量热法(DSC)
对样品进行差示扫描量热法(DSC Q100,TA Instruments,Guyancourt,法国)测定。在惰性气氛(N2,0.8 巴)下,以 50 mL-min^(-1) 的流量将约 5 毫克样品密封在标准铝制胶囊中。一个空的标准铝胶囊用作参照物。在-65℃至 +260℃的温度范围内,以 10℃-min^(-1)的斜率进行加热-冷却-加热循环,记录热流随温度变化的热分析图。每个样品绘制三张热分析图。玻璃化转变温度 Tg 被视为中点温度,熔融温度则取最大峰的熔融吸热结束温度。
2.3.4. 体积排阻色谱法(SEC)
使用配备 HR-1、HR-3 和 HR-4 色谱柱(500-500,000 g-mol^(-1))的 WATERS E2695 色谱仪(Waters,Waters Corporation,Milford,MA,USA)和差示折射仪(Optilab-T-rEX,Wyatt Technology,Santa Barbara,CA,USA)进行体积排阻色谱分析。该系统使用标准聚苯乙烯溶液进行校准。将15毫克的样品溶解在3毫升的四氢呋喃(THF)中(n=6)。每升 THF 加入 1mL 甲苯。随后,这些测试溶液通过孔径为 0.45 μm 的聚四氟乙烯(PTFE)膜过滤,然后转移到玻璃瓶中。使用 Astra 6 软件(Astra 6,Wyatt Technology,USA)进行数据处理。
2.3.5. 拉伸测试 在平行和垂直于样品打印层的方向上切割哑铃试件(12 毫米 × 4 毫米)。使用的试验台是万能牵引机(Instron 4466,Norwood,MA,USA),配有 37℃ 的恒温室。拉伸试验的初始应变速率为 3.5 × 10^(-3)-s^(-1),直至样品断裂。测试按照 ASTM D638 塑料拉伸性能标准进行,进行了三次重复测试。
2.4. 生物相容性评估
2.4.1. 细胞毒性
根据 ISO 10993-5 标准,我们采用提取法(间接接触法)评估了生物材料与人肺微血管内皮细胞(HPMEC)的潜在细胞毒性。在 Innova40 振荡培养箱(New Brunswick Scientific, Illkirch, France)中,将表面积为 1.6 平方厘米的 FDM 打印矩形样品(无论是否经过 γ 消毒)浸泡在 1.066 毫升 HPMEC 细胞完全培养基(CCM)中,在每分钟 80 转、温度为 37℃ 的条件下进行 72 小时的萃取。每组样品均重复三次。在加入提取培养基的前一天,将含有 100 µL CCM 和每孔 4.0 × 103 HPMEC 细胞的 96 孔组织培养板置于 37℃、5% CO2 的环境中培养 24 小时。24 小时后,首先对提取培养基进行过滤除菌(0.22 µm Filtropur,Sarstedt,Nümbrecht,Germany)。然后,从单层细胞中取出培养基,每孔加入 100 µL 过滤提取培养基或 CCM(阴性对照,即无细胞毒性)。
细胞暴露于提取培养基 24 小时后,采用 AlamarBlue® 测试法评估细胞活力。Alamarblue 溶液最初为蓝色并被氧化,当被真核细胞中与呼吸活动有关的酶还原后,会变成红色并发出荧光。简而言之,从细胞中移除提取液,每孔加入 200 µL 10%的 AlamarBlue(ThermoFisher Scientific,Illkirch,France)CCM 溶液,在 37℃ 避光条件下培养 2 小时。然后,将每个孔中 150 µL 的 AlamarBlue 溶液转移到黑色透明底 96 孔板中,用微孔荧光仪(TwinkleTMLB 970,Berthold Technologies GmbH & Co,Wildbad,德国)在 530 nm 的激发波长和 590 nm 的发射波长下测量荧光。然后将结果与阴性对照(CCM)的结果进行归一化,以表示测试组的相对细胞活力。
2.4.2. 血液相容性分析
在下面的测试中,使用19号蝶形针从一名健康成年志愿者(年龄26岁)的静脉采集新鲜的人类全血,并用1.5 IU肝素/毫升(Leo Pharmaceutical Products BV, 荷兰Weesp)进行抗凝。
2.4.3. 溶血
当与生物材料接触时,化学物质或可溶性物质与红细胞的相互作用可能导致它们的破裂(溶解)和细胞内血红蛋白的释放,血红蛋白是红细胞的主要成分,也是其红色的原因。因此,进行了体外溶血测试,以评估材料对红细胞的潜在影响。将表面积为2.4平方厘米的FDM打印的矩形样品(无论是否经过 γ 消毒)与 1 毫升 PBS 一起在 37℃、80 转/分钟的搅拌条件下预处理 30 分钟。每组样品都有三个复制品。不含样品的 PBS 作为阴性对照,即不溶血;不含样品的 0.1% Na2CO3 作为阳性对照,即完全溶血。调节后,将样品膜浸泡在每个样品中的1毫升人全血中,然后在 37℃、80 rpm 的搅拌下培养 1 小时。然后,从每个孔中收集血液并转移到相应的玻璃试管中,以 500×g 离心 5 分钟。使用紫外分光光度计(UV-1800,Shimadzu,Marne La Vallee,France)在541纳米波长处测量离心管中收集的上清液的吸光度(即游离血红蛋白的吸光度峰值)。按照以下公式计算溶血率:

2.4.4. 血细胞附着 在上述测试中与人全血接触后,FDM打印的样品被转移到一个新的12孔组织培养板中。为了进行扫描电镜观察的预处理,将每个样品浸泡在每孔 1 mL 的 2.5% 戊二醛溶液中,在 4℃ 下固定 30 分钟。然后使用不同浓度的乙醇溶液对样品进行逐渐脱水:50%、60%、70%、80%、90%和100%。表面预先镀有铂涂层(5 nm 厚),在FlexSEM1000扫描电子显微镜(日立,法国)下以5千伏的电子加速电压、10微安的发射电流和300倍放大倍数进行观察。
2.5. 统计分析
结果以均值±标准差的形式呈现。统计分析使用Excel进行。对比两组数据时,采用双向Student t-test。对比多个组别与对照组时,进行单因素方差分析(ANOVA one-way)。当p ≤ 0.05时,两组或多组之间的差异被认为是显著的。
三、结果
3.1. FDM制造工艺和材料消毒对TPU的影响
使用SEC(图2)中的分子量(Mw、Mn)和多分散指数(Ip)来研究TPU的制造工艺以及随后的消毒对其的影响。首先,Mw从155,000 ± 14,000克/摩尔降至108,000 ± 900克/摩尔(累计下降30%,p < 0.05),而Mn从68,000 ± 6000克/摩尔降至58,000 ± 3800克/摩尔(累计下降15%,p < 0.05)从颗粒状到3D打印形式。这种分子量的下降可以归因于原始TPU颗粒挤出成丝以及3D打印过程中的降解。经过γ-辐射消毒后,Mn保持在59,000 ± 3400克/摩尔,而Mw增加至117,000 ± 2800克/摩尔(增加8%,p = 0.0002)。这种增长可能是大分子链之间交联的结果。尽管如此,TPU在消毒后仍能在THF中溶解。
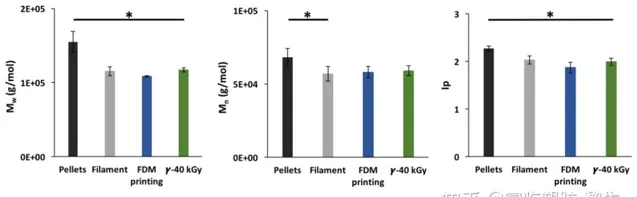
图2. 制造过程对Mw(a)、Mn(b)和Ip(c)的影响。数据以均值±标准差表示(n = 6),* p < 0.05(在每个处理步骤之间,Student t-test)。
图 3 显示了TPU颗粒、丝状、3D打印和γ辐射消毒样品的首次加热和随后的冷却循环的DSC图谱。第一个拐点在 -50℃到 -40℃之间,与TPU软域的玻璃化转变温度 (Tg) 有关。65°C左右的第二个拐点与硬段的松弛相对应。表 2 列出了从 DSC 收集到的数据。在挤出步骤后,Tg1从-50 ± 2℃略微增加至-45 ± 1°C。Tg2在原始颗粒中并不明显,在挤出后可在64 ± 3℃检测到,然后在FDM处理后降至52 ± 2℃(p = 0.03)。此外,Tm从164 ± 1℃保持恒定至163 ± 1℃(p = 0.04),而ΔHm略微减小,从13.8 ± 0.5 J/g降至11.2 ± 0.5 J/g(p = 0.0004)。消毒后,Tg1值保持不变,而Tg2明显上升至61 ± 3℃。Tm略微从163 ± 3℃增至165 ± 1℃,而ΔHm值的变化不显著(p = 0.68)。
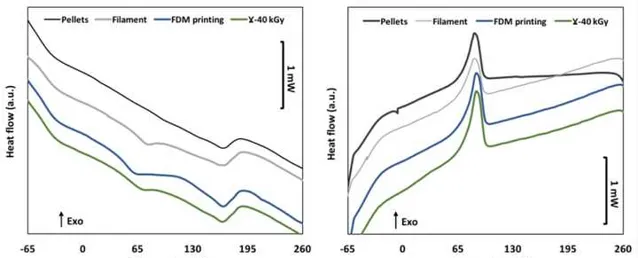
图3. 原始颗粒、挤出丝状、FDM加工和灭菌样品的首次加热过程(a)和冷却过程(b)的DSC曲线。

表2. 从首次循环中收集到的DSC数据(n = 3)(均值±标准差)。
通过拉伸测试研究了灭菌对 FDM 样品机械性能的影响(图 4)。表 3 总结了拉伸曲线的收集数据。三维打印样品表现出弹性行为,杨氏模量为 14.1 ± 1.2 兆帕,断裂伸长率为 697 ± 17%,在挤出丝平行方向拉伸时为 697 ± 17%,在挤出丝垂直方向拉伸时降至 378 ± 15%。事实上,层间粘附界面是引发和传播失效的薄弱点。经过γ射线灭菌后,TPU的拉伸性能并没有发生显著变化,杨氏模量、断裂应力和断裂应变分别在与打印层平行的方向上略微增加了4%、11%和4%,而在与打印层垂直的方向上分别增加了1%、8%和17%。统计分析显示这些差异不具有显著性(p > 0.05)。

图 4:(a)FDM 加工和灭菌处理后的TPU样品的拉伸曲线;(b)沿垂直和平行于打印层方向切割的哑铃(红线代表断裂位置)。

表 3. 拉伸曲线数据(n = 3):杨氏模量 (E)、断裂应力 (σb) 和断裂应变 (εb)(平均值 ± SD)。
3.2. 灭菌后3D打印样品的表面性能
在灭菌后,原本透明的3D打印样品变成了黄色。水接触角(WCA)测量显示,TPU样品的表面疏水性略有下降,WCA 从97.2 ± 1.80°下降到94.56 ± 2.80°。在电子束灭菌后TPU的性质发生了变化。样品的表面化学性质通过ATR-FTIR进行了分析。如图5a所示的光谱是相对于1077 cm^(−1)波段进行了归一化处理的。在对照样品和灭菌样品之间观察到了一些差异。在图5b、c中,可以观察到3326 cm^(−1)(N-H伸缩振动)、2940 cm^(−1)和2850 cm^(−1)(C-H伸缩振动)波段的变化。对于γ-灭菌样品:3326 cm^(−1)波段在3300 cm^(−1)处出现了一个轻微的肩峰,2940 cm^(−1)波段开始分裂,最后对于2852 cm^(−1)波段,峰值略微向2850 cm^(−1)处移动。3326 cm^(−1)、2940 cm^(−1)和2850 cm^(−1)处的变化是乙烯双酰胺(EBS)的特征,EBS作为欧洲药典认可的润滑剂,,通过小规模链裂解迁移到TPU样品表面。
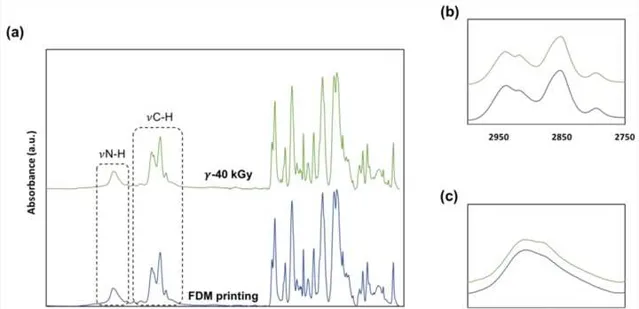
图5. (a) FDM加工和灭菌样品的4000 cm^(-1)到400 cm^(-1)范围内的ATR-FTIR光谱。(b) 2940 cm^(-1)处的分裂和从2852 cm^(-1)到2850 cm^(-1)的移动;以及(c) 在3300 cm^(-1)处出现的肩峰。
3.3. 灭菌后3D打印样品的生物学性能
3.3.1. 细胞毒性
细胞存活率如图6a所示。与控制组(100%细胞存活率)相比,未经灭菌的样品和γ-灭菌样品的聚合物提取物分别显示出151% ± 2%和132% ± 3%的细胞存活率。因此,由于相对细胞存活率远远超过ISO10993-5标准中定义的非细胞毒性阈值70%,灭菌处理似乎并没有对FDM加工材料的非细胞毒性产生负面影响。灭菌材料的细胞存活率比未经灭菌的样品低 12%,但无统计学意义(p > 0.05)。

图6. γ射线灭菌对FDM加工的TPU结构生物学性能的影响:细胞存活率(a);溶血率(b);以及FDM加工后(经过和未经γ灭菌)血液接触后的扫描电镜照片(c)* p < 0.05(与对照组比较,单向方差分析)。
3.3.2. 血液相容性
溶血性根据方程(ϕ)计算的溶血率数值(图6b)显示,如预期的那样,阳性对照组(即0.1% Na2CO3)产生了100%的溶血,而阴性对照组(即PBS)没有产生任何溶血。就测试材料而言,经过或未经γ灭菌处理的两组均未表现出溶血活性(0%)。
血细胞粘附暴露于人体全血 1 小时后,在扫描电子显微镜下观察 FDM 制成的样品(经过或未经过 γ 消毒)的表面(图 6c)。虽然两组样品表面都粘附了红细胞,但材料表面粘附最多的血细胞是血小板。关于附着血小板的形态,在经过 γ 消毒的样品上,血小板没有显示出明显的伪足;而在未经消毒的 FDM 样品上,则发现了扁平而平展的血小板,并有大量延伸的伪足。这种形态转变被认为是血小板活化的标志,首先是圆形血小板的粘附,然后是血小板或树枝状血小板的适度形态变化,并带有伪足,接着是血小板的扁平化和扩散。因此,与经过灭菌处理的样品相比,未经灭菌处理的FDM样品表面上附着的血小板的活化程度更高。这意味着γ灭菌处理减少了血小板在TPU表面上的活化。
四、讨论
研究旨在评估使用3DP技术生产医疗器械时对TPU降解的程度。生产路线包括通过FDM将 TPU 从原始颗粒加工到 3D 打印,然后通过40 kGy剂量的γ辐射对3D结构进行灭菌处理。
FDM被选择是因为其具备医用级原材料的可用性,易于使用并能适应规模化生产。在医疗行业中,要求对医疗器械的制造过程进行精确监控,以实现每个制造的物品都具有相同的质量和性能。通过对连续打印的3D结构的分子量进行重复性研究,证明了FDM是一种可重复的技术。在多次连续打印后,Mn和Mw保持不变,验证了经过详细优化参数(如挤出流量、打印速度、挤出喷嘴和床温度)后的打印参数的有效性(附加数据)。在制造过程中,TPU经历了两个连续的高剪切应力的加工步骤,即挤出和3D打印,以获得管状的3D结构。研究表明,随着分子量的降低,聚合物在这两个步骤中都发生了降解,直至最终累积损失三分之一的 Mw。热分析显示玻璃转变温度的变化,即Tg1的增加和Tg2的降低。这种模式意味着连续的加工步骤可能会引入更多的相混合和TPU软硬域之间的重新排列。软域中小规模或非理想排列的 HS 的溶解可以解释 Tg1 的升高。当此温度接近聚醚链的Tg时,TPU中软硬域之间的相分离程度增加。PTHF 均聚物的 Tg 为 -79 ℃。同样,对于 Tg2,未加工颗粒中的 HS 域不包含无定形段,因此无法显示玻璃化转变温度。在挤出步骤中,结晶和无定形相的重组导致了HS和SS之间更多的相混合,从而导致可检测到的Tg2。这种现象是通过在硬软域之间的界面发生小规模链断裂来实现的。
植入医疗器械必须无菌。选择伽马射线灭菌是因为它是一种常见、高效的方法,在文献中也有大量记载。根据欧洲药典所要求的无菌保证水平,需要使用25 kGy剂量进行灭菌。3D打印的样品经过40 kGy的剂量进行了灭菌。灭菌会导致FDM样品出现了肉眼可见的颜色变化。辐照样品发黄是由于TPU氧化以及疏水性降低的结果。关于TPU在不同能量输入下的氧化机制已经提出了几种假设,包括将双苯甲基组转化为含共轭双键的联烯基。辐射过程中氧气与自由基反应产生的自由基可以启动这些机制,而这些色团结构的形成导致共轭双键的积累,从而引起颜色变化。通过红外光谱进行的表面特性研究表明,在灭菌后表面化学性质发生了变化。在制造植入式医疗设备时,必须预计到添加剂会从TPU表面释放到生物介质中,因此必须进行毒性研究。此外,已证明,交联是通过自由基重组的方式发生的。经过辐照的 FDM 加工热塑性聚氨酯的拉伸性能保持不变。人们可能会认为,随着交联的发生,TPU会变硬并失去弹性性。假设在低于200 kGy剂量时,交联对TPU的影响是不可识别的。商业TPU对辐射具有一定的抵抗力,直到达到数百kGy的阈值。通过「仅仅」接受40 kGy的剂量,TPU的弹性性能保持完好,并符合我们的应用要求。
除了物理和分子行为外,经过 FDM 加工和 γ 灭菌处理的TPU的生物特性也必须符合医疗设备的设计用途。灭菌前后的 FDM 样品均未显示出溶血活性,因此适合用于与血液接触的植入物。此外,不仅FDM加工的TPU表现出非细胞毒性行为,而且在辐照后细胞存活率仍然极高,超过70%。众所周知,商业TPU在配方中加入了润滑剂和抗氧化剂等添加剂,以获得理想的性能。我们之前提出了这样一个可能性,即经过灭菌后,EBS润滑剂通过同时发生的小规模链断裂和交联作用迁移到了我们FDM加工的TPU样品的表面。研究了这种润滑剂对环状烯烃共聚物生物特性的影响。发现:(i) 通过对 HUVEC 细胞进行 MTT 检测,细胞存活率从 175% 降至 150%;(ii) 粘附性和血小板活化程度降低。血小板的粘附和活化是血栓形成的基本步骤。
考虑到经γ辐射灭菌后,3D打印的TPU结构表面血小板粘附减少和较少的进一步活化,TPU的生物学性能在伽马辐射灭菌后有所改善。为了进一步筛选,必须对 FDM 加工和γ灭菌TPU的体外生物耐久性进行评估,因为加工过程中观察到的分子量降低可能导致机械性能的早期丧失,此外,还应评估拓扑结构和表面孔隙率随时间的变化,以评估对细胞粘附和增值的影响。
五、结论
对于3D打印和伽马射线灭菌血液接触植入物的设计,热塑性聚氨酯似乎是一个可行的候选材料,尽管在连续的加工步骤(即挤出和3D打印)中,FDM 加工对其分子完整性产生了破坏性影响。使用伽马射线进行灭菌似乎会诱发交联。尽管如此,热塑性聚氨酯的机械性能并未受到影响,生物性能也符合应用要求。经伽马射线灭菌后的样品没有细胞毒性,也不会诱发血小板活化,因为伽马射线灭菌后的样品血小板活化程度较低。根据FTIR分析,我们怀疑在TPU配方中使用的一种众所周知的润滑剂,即EBS,在材料表面迁移。其在材料表面的存在情况将在后续的研究中进行调查。最终,要想从风险评估的角度批准这种制造方法,后续研究还应该包括对热塑性聚氨酯的体外生物耐久性进行评估,并对可浸出化合物进行分析。
富临塑胶供应长期植入级3D打印聚氨酯材料:聚碳酸酯聚氨酯、有机硅聚氨酯共聚物
公司地址:广东省东莞市樟木头镇塑金国际1号楼810